絶縁油は電気機器の絶縁や冷却に用いられ、劣化により定期的な交換が必要です。一方、絶縁油がPCB廃棄物に該当するかどうかは、PCB濃度が0.5㎎/㎏以下であるかが基準で、この基準を超える場合は特別な処理が必要です。
こちらでは、絶縁油の重要性とPCB廃棄物の判定基準、適切な処理方法について解説します。
目次
絶縁油とは?劣化するため定期的な交換が必要

絶縁油とは電気機器の絶縁と発生熱を冷却するために用いられる油であり、変圧器や回路遮断器、コンデンサー、安定器などに採用されています。絶縁油は長年使い続けることで絶縁や冷却機能が低下していくことから、定期的なメンテナンスと交換を行うことが重要です。
◇絶縁油とは
絶縁油は可燃性の油であり、電気機器などの絶縁と発生した熱を冷却することを目的とした油の総称です。変圧器や回路遮断器、コンデンサー、安定器などに採用されています。特に変圧器や蓄電器などの電気機器内は、絶縁油を満たした状態とすることで熱を下げる仕組みとなっています。
また変電設備においては漏電を防ぐために高圧の電線やコイルを絶縁油で包んでおり、絶縁油は安全な変電設備において欠かせない役割を担っているといえるでしょう。
◇絶縁油の種類
絶縁油には主に鉱油、合成油、そして鉱油と合成油の混合油の3種類があります。中でも一般的な変圧器には、鉱油系の「第1種2号絶縁油」が広く使用されています。鉱油は原油を精製して得られるもので、炭化水素を主成分とした高分子化合物です。
この種の絶縁油は、電気的な絶縁性能が高く、特に絶縁破壊電圧の高さと冷却効果の優秀さが求められる場面で重宝されています。絶縁油は単なる「油」ではなく、電力設備の安全性と寿命を左右する高度な機能性素材であることを理解することが重要です。
◇絶縁油の交換が必要な理由
電気機器の内部には、絶縁と冷却の両方の役割を果たす「絶縁油」が使用されています。この絶縁油は長期間の使用によって徐々に劣化していき、性能が大きく低下することがあります。そのまま劣化を放置すると、機器内部のトラブルや故障を引き起こすリスクが高まり、設備全体の更新が必要です。
機器の安定運用と長寿命化のためには、絶縁油の劣化状況を把握し、適切なタイミングで交換を行うことが不可欠です。
・絶縁油の劣化
絶縁油は使用を重ねることで、最初は淡い黄色をしていた色が次第に茶褐色へと変色し、やがてスラッジと呼ばれる泥状の劣化生成物を生じるようになります。このスラッジは機器内部の鉄心やコイル絶縁物、放熱面などに付着し、冷却効果を低下させる要因となります。
その結果、装置内の温度が異常に上昇し、絶縁物の熱劣化が急激に進行してしまうでしょう。
特に、変圧器のような装置では、運転中に外気との呼吸作用が生じます。ブリーザの不良やパッキングの劣化、外装タンクの腐食などにより密閉性が保てないと、空気中の酸素や水分が絶縁油に混入し、酸化が進行します。
酸化が進むことで酸価が上昇し、絶縁油は金属や絶縁材料と化合してスラッジを生成します。この劣化した状態で運転を続けると、絶縁性能の低下により部分放電が発生しやすくなり、最終的には絶縁破壊に至ります。
また、劣化生成物は吸水性を持つため、絶縁油が空気中の水分を取り込みやすくなり、絶縁抵抗の低下やtanδの増加など絶縁特性の悪化を招きます。これにより、機器の安定稼働が損なわれ、事故のリスクが高まります。
・劣化診断とは
絶縁油の交換が必要かどうかを判断するには、劣化診断による状態把握が欠かせません。絶縁油の主成分である炭化水素化合物は、時間の経過とともに酸素や熱、金属の影響を受けて酸化が進行し、導電性のある劣化生成物を形成します。
これらの生成物は絶縁性能の低下を引き起こし、トランス全体の絶縁抵抗を大幅に下げる原因となります。
さらに、劣化生成物が親水性を持つことで、周囲の湿気を油中に取り込みやすくなり、絶縁破壊電圧が著しく低下する恐れがあります。これにより、想定外の絶縁不良や短絡事故が発生する危険が増し、機器の損傷や電力供給の停止につながるリスクが高まります。
そのため、特に古い変圧器や、事故などにより一時的に大電流が流れた機器については、速やかに絶縁油の劣化診断を実施することが重要です。診断結果に応じて必要な処置を講じることで、電気機器の長期的な安定稼働と、安全な運用環境を確保することが可能となります。
◇絶縁油を交換する時期の目安
絶縁油の劣化状態については定期的なメンテナンスを行い、必要に応じて絶縁油の交換することが重要です。そして10年を目安とした定期的な絶縁油のメンテナンスを施すことで、電気機器は通常であれば15年から20年とされる機器寿命を超えて、より長く安全に使い続けることが可能となるでしょう。
また絶縁油の交換は機器本体の更新と比較して安価なことから、電気機器を維持し続ける上でのコスト面においても大きな効果が期待できます。
経年劣化が分かる絶縁油の試験方法

変圧器などの電力機器に使用される絶縁油は、時間の経過とともにその性能が劣化していきます。劣化が進むと、絶縁機能が低下し、機器の故障や重大な事故を引き起こすリスクが高まります。
未然に防ぐためには、定期的な試験を通じて絶縁油の状態を把握し、適切なメンテナンスを行うことが不可欠です。こちらでは、絶縁油の劣化を評価する代表的な試験方法について詳しく解説します。
◇絶縁油の試験方法
試験方法には、以下のようなものがあります。
・絶縁破壊電圧試験
絶縁破壊電圧試験は、絶縁油がどの程度の電圧まで耐えられるかを測定する基本的な試験です。試験では、絶縁油を専用容器に採取し、直径12.5mmの球状電極を2.5mmの間隔で向かい合わせ、油面下20mmの位置に設置します。
この状態で、商用周波数の電圧を毎秒約3kVの速度で上昇させ、絶縁が破壊される瞬間の電圧を測定します。得られた電圧値は、絶縁性能の指標として用いられ、劣化が進んだ油ほど低い値を示す傾向があります。定期的な測定により、劣化の進行を早期に把握できます。
・全酸価試験
全酸価試験では、絶縁油に含まれる酸性成分の量を調べます。酸性物質は油の酸化劣化によって生成されるため、この値が高くなるほど劣化が進行していると判断されます。
測定方法としては、絶縁油をトルエンとエタノールの混合溶液に溶かし、アルカリブルー6Bを指示薬として使用しながら、水酸化カリウムの標準溶液で滴定します。この結果から、1gの油に含まれる酸を中和するために必要な水酸化カリウムのmg数を求めます。
酸価の上昇は、絶縁性能の低下やスラッジの発生につながるため、重要な劣化指標とされています。
・水分試験
水分試験は、絶縁油中に含まれる水分量を測定する検査です。使用される方法には、容量滴定法と電量滴定法の2種類があります。容量滴定法では、カールフィッシャー試薬を使って水分と反応させ、その反応量から水分量を求めます。
一方、電量滴定法は、試料油をピリジンやメタノールなどの溶剤に加え、電気分解で発生させたヨウ素と水の反応量を基に水分量を計算します。絶縁油中の水分は絶縁破壊電圧に大きく影響し、30〜40ppmを超えると絶縁性能が急激に低下します。
変圧器では、ブリーザや密封構造などを用いて吸湿を防止しています。
・油中ガス分析
油中ガス分析は、変圧器内部で発生する異常の兆候を捉えるための重要な試験です。局部的な過熱や部分放電などの異常が発生すると、絶縁油中に特有の分解ガスが発生し溶け込みます。
試料油からこれらのガスを抽出し、ガスクロマトグラフで分析することで、異常の有無や種類を推定することが可能です。検出されるガスには、CO、H2、CH4、C2H4、C2H2、O2、N2などがあり、温度や放電の種類によってその組成が変化します。
特にアセチレン(C2H2)はアーク放電や部分放電によって発生しやすいため、微量であっても検出された場合には異常と判定されます。
◇試験を行う頻度
絶縁油の劣化を適切に管理するためには、定期的な試験の実施が欠かせません。絶縁性能の維持には、測定結果に基づく継続的な観察と、必要に応じた対応が求められます。試験頻度の基準は、絶縁破壊電圧、全酸価、水分含有量などの測定値により異なり、状態に応じて柔軟に運用することが重要です。
測定値が基準内にある正常範囲であれば、おおむね3年ごとの周期で試験の実施が推奨されています。ただし、測定値が管理値の「要注意」域に入った場合は、劣化が進行している可能性があるため、1年ごとの試験に切り替えて経過を監視する必要があります。
この段階で異常が認められた場合には、ろ過・再生処理や絶縁油の交換といった措置を速やかに講じなければなりません。さらに、「要処置」域に達した場合は、絶縁性能が著しく低下している状態であるため、ただちに絶縁油の処理が必要となります。
ろ過による改善が見込めない場合には、油の全面交換が選択されることもあります。また、劣化の進行が急激なケースでは、定期スケジュールを待たず早急な再試験や処置が求められる場合もあるため、判断には慎重を要します。
定期的な試験を怠らず、数値の推移を的確に把握することが、機器の長寿命化と安定運用につながります。運用実態に応じた試験のスケジュール設定と柔軟な対応が、設備保全において重要です。
現場でできる絶縁油の外観チェック
絶縁油の状態は、現場での目視確認でも一定の判断が可能です。
日常点検で外観の変化を把握することで、劣化や異常の早期発見につながります。
油漏れ
絶縁油の状態は、現場での目視確認でも一定の判断が可能です。
日常点検で外観の変化を把握することで、劣化や異常の早期発見につながります。
油漏れの確認
まず確認すべきポイントは油漏れの有無です。
・前回点検時より油面計の液面が低下している
・溶接部やガスケット部に油のにじみがある
・床面や周辺に油が付着している
油漏れが発生すると絶縁性能の低下だけでなく、土壌や水質への影響も懸念されます。
小さなにじみでも放置せず、早めの対応が重要です。
色の変化(変色)の確認
絶縁油の色も重要なチェックポイントです。
・透明〜淡色:正常な状態
・茶色〜紅茶色:劣化が進行している可能性
絶縁油は劣化が進むと全酸価が上昇し、スラッジが発生します。
このスラッジがコイルや冷却ダクトに付着すると、冷却性能が低下し、内部温度の上昇を招きます。
全酸価が一定値を超えるとスラッジ生成が進み、油は紅茶色へ変化します。
この状態が確認された場合は、絶縁油の再生や交換の検討が必要です。
このように、油面・にじみ・色の変化を定期的に確認することで、重大なトラブルの予防につながります。
現場での目視チェックと専門分析の使い分け
絶縁油の状態管理では、日常的な目視チェックと定期的な専門分析を使い分けることが重要です。
それぞれの役割を理解することで、効率的かつ確実に異常を把握できます。
目視チェック(一次判断)
現場での目視確認は、異常の兆候を早期に発見するための手段です。
短時間で実施できるため、日常点検として継続しやすい点が特徴です。
・油面の低下(油漏れの可能性)
・にじみや付着(シール不良など)
・色の変化(劣化の進行)
これらはあくまで「異常のサイン」を捉えるためのものであり、原因の特定までは難しい場合があります。
専門分析(二次判断)
目視で異常の可能性が確認された場合や、定期点検では専門的な分析を行います。
数値データに基づき、劣化の進行度や対策の必要性を判断できます。
・全酸価測定(劣化の進行度)
・絶縁破壊電圧(絶縁性能の評価)
・水分量・ガス分析(内部異常の検出)
目視では分からない内部状態まで把握できる点が特徴です。
使い分けのポイント
両者を組み合わせることで、効率的な管理が可能になります。
・日常:目視チェックで異常の兆候を把握
・定期:専門分析で状態を定量評価
・異常時:目視→分析の順で原因特定
このように、目視チェックと専門分析を適切に使い分けることで、絶縁油の劣化を見逃さず、設備トラブルの予防につながります。
絶縁油の処分は要注意!その理由とは

変圧器などに使われている絶縁油は、運用後に適切な処分が求められますが、特に古い機器に関しては注意が必要です。なぜなら、かつて使用されていた有害物質「PCB(ポリ塩化ビフェニル)」が含まれている可能性があるためです。
PCBは人にも環境にも深刻な影響を及ぼすため、処分方法や管理について厳格な法規制が設けられています。こちらでは、絶縁油の処分における注意点とその背景について詳しく解説します。
◇PCBが含まれている可能性がある
1970年代以前に製造された電気機器には、PCBが含まれている可能性がある絶縁油が使用されていることがあります。PCBは耐熱性や絶縁性に優れていたため、当時は広く使用されていましたが、その毒性や残留性が問題視され、現在では製造・使用ともに禁止されています。
しかし、古い変圧器やコンデンサが現存している場合、その中にPCBが残存しているリスクがあり、「低濃度PCB廃棄物」に該当する可能性があります。対象となる機器については、銘板の情報や絶縁油の採取・分析によって判定されます。
調査の結果、PCBが含まれていると確認された機器は、法令に基づいた処分手続きを経る必要があります。
◇罰則・行政指導の対象になる恐れがある
PCBを含む絶縁油や電気機器を適切に処理しない場合、「PCB特別措置法」などの法令違反として、罰則や行政指導の対象になることがあります。例えば、PCB廃棄物を保管している事業者は、毎年度、保管や処分の状況を都道府県知事または政令指定市の市長に届け出る義務があります。
この届出を怠ったり虚偽の報告を行ったりすると、6ヶ月以下の懲役または50万円以下の罰金が科されることがあります。さらに、処分期限内に適正な処理を行わなかった場合は、改善命令の対象となり、それに違反すれば3年以下の懲役または1000万円以下の罰金に処されます。
譲渡や譲受けも禁止されており、これらの行為に違反した場合も同様の重い罰則が適用されます。また、事業承継があった場合にも、承継後30日以内に届出を行う必要があります。
◇環境汚染・安全上のリスクが高まる
PCBを含む絶縁油を適切に処理せずに放置したり、焼却・流出させたりする行為は、重大な環境リスクを引き起こします。特に焼却処分を誤った場合、極めて毒性の強いダイオキシンが発生し、大気汚染の原因になります。
PCBは化学的に非常に安定しており、自然界では分解されにくいため、土壌や水中に放出されると長期間にわたり環境に残留し、生態系への影響が避けられません。さらに、PCBは生物の脂肪に溶けやすく、食物連鎖を通じて生物濃縮されます。
そのため、魚介類を通じて人間が摂取するリスクも高まります。1968年に起きた「カネミ油症事件」では、食用油に混入したPCBが原因で、多くの人々に深刻な健康被害が発生しました。皮膚の異常や内臓疾患、慢性的な症状が何十年も続いた事例もありました。
このような背景から、PCBの適切な処理は、現在においても重要な環境・社会課題となっています。
絶縁油がPCBに汚染されている可能性がある機器について

PCB(ポリ塩化ビフェニル)は、かつて絶縁油として広く使用されていましたが、その毒性や残留性の高さから、現在は製造・使用ともに禁止されています。
しかし、1970年代以前に製造された電気機器には、いまだにPCBに汚染された絶縁油が残っている可能性があるため注意が必要です。中でも自家用電気工作物や各種コンデンサーは、特に調査と管理が求められる代表的な機器です。
◇自家用電気工作物
自家用電気工作物とは、事業者や施設が自家用として使用する高圧電気設備を指し、電気事業法により対象機器が12種類定められています。
該当するのは、変圧器、電力用コンデンサー、計器用変成器、リアクトル、放電コイル、電圧調整器、整流器、開閉器、遮断器、中性点抵抗器、避雷器、そしてOF(油入)ケーブルです。
これらの機器の中でも、1977年(昭和52年)以前に製造されたものは、PCBが含まれている可能性が高いとされています。
特に密閉構造の機器では絶縁油の入れ替えが行われていないケースも多く、使用中であっても汚染のリスクがあります。そのため、銘板の確認や、油の採取・分析を通じた専門的な調査が必要です。
PCBが含まれていた場合は、廃棄物処理法やPCB特別措置法に基づく届出や処分義務が発生します。見た目や構造だけで判断せず、確実な調査と記録に基づいた対応を行うことが求められます。
◇コンデンサー
コンデンサーは、自家用電気工作物として分類されるもの以外にも、多様な機器に組み込まれています。こうした「非自家用電気工作物」に含まれる代表例として、X線発生装置、X線検査装置、電気溶接機、エレベーターやエスカレーターなどの昇降機用高電圧発生装置があります。
また、200〜600Vで受電する施設においては、分電盤に取り付けられた力率改善用のコンデンサーもよく見られます。
さらに、工作機械、揚水ポンプ、乾燥機などで使用されるモーターには、起動用コンデンサーが取り付けられていることもあります。これらの機器も製造年によってはPCBを含む可能性があり、見過ごされやすいため注意が必要です。
特に、使用停止後に放置されたままの古い機器に関しては、早急な調査と処分計画の立案が推奨されます。小型であっても、PCBを含んでいれば法的な規制の対象となるため、確実な確認と対応が重要です。
PCB廃棄物として処理が必要な絶縁油の基準と判別方法

PCB廃棄物として処理が必要な絶縁油の基準はPCB濃度が0.5㎎/㎏以下であるかが判断基準となります。また絶縁油がPCB汚染されているかについての判別は、電気機器の製造年や採取した絶縁油のPCB濃度を測定することで判別が行われます。
◇PCB廃棄物か否かの判定基準
PCB廃棄物か否かの判断基準として、廃重電機器等については機器の内部に封入された絶縁油中のPCB濃度が0.5㎎/㎏以下であるかが判断基準となっています。PCB濃度が0.5㎎/㎏以下であればPCB廃棄物には該当せず、普通産業廃棄物として扱われます。
一方でこの基準となるPCB濃度が0.5㎎/㎏を超える絶縁油が封入された廃重電機器等に関しては、廃油のみでなく廃油によって汚染された周辺部材も一式PCB廃棄物として扱う必要があります。
そのため汚染された容器や鉄心、コイル、鉄くず、絶縁紙、押さえ棒などについても全てPCB廃棄物として扱わなければならない点に注意が必要です。またその他の金属くずや陶磁器くずの判定基準においても、0.5㎎/㎏を超える絶縁油が付着していないかが判断基準として設定されています。
◇絶縁油の判別方法

絶縁油がPCBに汚染されているかは、主に機器の製造年をもとに目安を判断できます。
判別の際は、電気機器の銘板に記載された製造年の確認が重要です。
製造年による判別の目安
■ 変圧器など(絶縁油採取が可能な機器)
・1993年以前:PCB汚染の可能性あり
・1994年以降:原則可能性は低いが、油の交換・補充により汚染の可能性あり
■ コンデンサー(封じ切り機器)
・1990年以前:PCB汚染の可能性あり
・1991年以降:PCB汚染の可能性は低い
正確な判別方法
製造年はあくまで目安のため、正確な判断には分析が必要です。
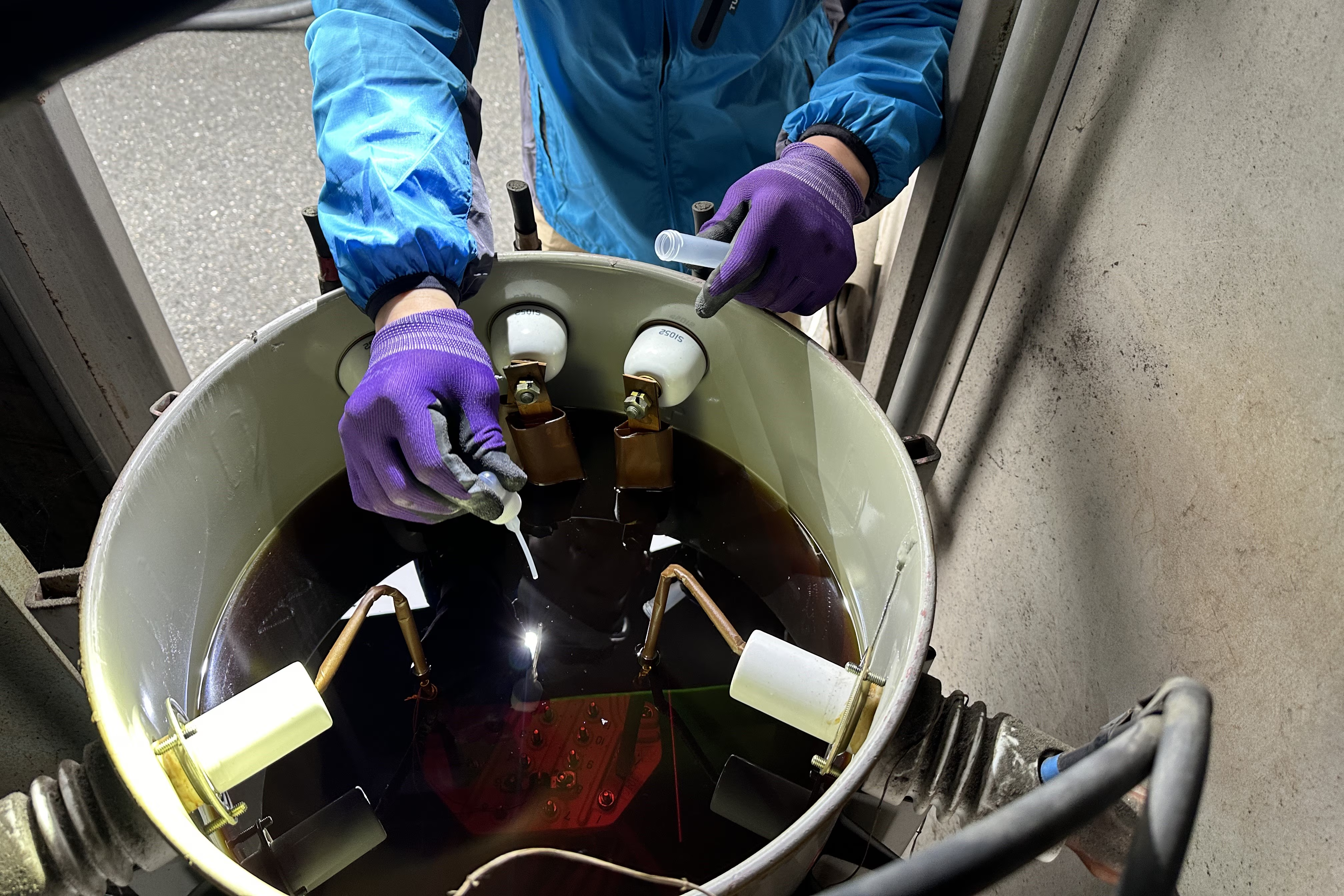
・停電状態で絶縁油を採取
・PCB濃度を測定して判定
廃棄時の対応
・コンデンサーは開口して油を採取し分析
・銘柄情報などで高濃度でないことが明らかな場合は低濃度PCBとして扱うことも可能
ポイント
・製造年は簡易判断の基準
・正確な判別は分析が必要
・油の交換履歴によって判断が変わる場合がある
このように、製造年での確認と分析を組み合わせることで、適切な判別と処理につながります。
◇絶縁油のPCB濃度を調べるには

絶縁油のPCB汚染の有無は、分析によって正確に判定する必要があります。
方法は「調査機関へ依頼」と「自社で採取・提出」の2つがあります。
調査方法
■ 調査機関へ依頼
・専門機関が採取から分析まで実施
・安全性と精度が高い
■ 自社で採取して分析
・停電中に1〜2mlの絶縁油を採取
・分析機関へ提出して濃度を測定
・サンプリングキットの活用も可能
分析が重要な理由
・目視や製造年だけでは正確な判定ができない
・PCB濃度は数値での確認が必須
特に以下の機器は分析が推奨されます。
・1993年以前製造の変圧器
・1990年以前製造のコンデンサー
◇調査機関
PCB廃棄物の調査は、専門性と安全性が求められるため、適切な調査機関の選定が重要です。
調査機関選定のポイント
・PCB調査士が在籍している
・安全管理や法令対応の体制が整っている
・調査実績がある
PCB調査士とは
PCB調査士は、一般社団法人日本PCB全量廃棄促進協会が認定する専門資格です。
PCBに関する知識と実務経験を備え、適切な調査・管理を行う人材とされています。
専門調査が必要な理由
・従来の調査で見落としが発生した事例がある
・安定器など隠れた機器の発見が難しい
・誤判定によるリスクを防ぐ必要がある
施設担当者や電気工事業者による調査だけでは、後からPCB機器が発見されるケースも報告されています。
専門機関に依頼するメリット
・調査精度の向上
・安全対策の徹底
・適正処理まで見据えた対応が可能
このように、PCB調査は専門性が高いため、PCB調査士が在籍する機関へ依頼することが重要です。
適切な調査を行うことで、環境リスクや健康被害の防止につながります。
PCB廃棄物の調査を正確かつ安全に実施するには、PCB調査士が在籍する調査機関を選ぶことが望ましいとされています。PCB調査士とは、一般社団法人日本PCB全量廃棄促進協会が認定する専門資格で、PCBに関する幅広い知識と実務経験を持つ人材です。
従来、施設担当者や電気工事業者が調査を行ったにもかかわらず、後にPCB使用安定器が発見されるケースも多数報告されています。こうしたリスクを防ぐためにも、専門家による調査は不可欠です。
PCB調査士は講習と試験を経て認定され、調査時の安全衛生対策やPCB廃棄物の適正処理を徹底できる人材として育成されています。そのため、PCB調査士が在籍する機関へ依頼することで調査精度が高まり、環境汚染や健康被害を未然に防止することができます。
◇自社で採取するときの注意点

稼働中の電気機器から絶縁油を採取する際は、安全対策と法令対応の両面で十分な注意が必要です。
作業前の基本条件
・電気主任技術者の立会いが必須
・必ず停電状態で作業を実施
→ 感電や機器破損などの事故防止のため
防護対策
・保護メガネ、耐油手袋、マスクを着用
・吸油マットや受け皿を準備
→ 漏洩や飛散への備え
採取方法のポイント
・採取量は1~2ml程度
・採取口がある場合:コックから採取
・採取口がない場合:蓋を外しピペットで採取
・封じ切り機器(コンデンサーなど):廃止後に開口して採取
開口作業時は油の飛散リスクがあるため、オイルパン上で慎重に作業する必要があります。
漏洩・汚染時の対応
・溶剤を含ませた布で拭き取り
・必要に応じて床面の除去処理
廃棄物の取り扱い
・ウエスやスポイトなどもPCB汚染物として管理
・基準値(0.5mg/kg)を超える場合は分別保管・処分が必要
安全に実施するための方法
・分析機関のサンプリングキットを活用
→ 必要な器具が揃い、採取後は返送のみで検査依頼が可能
重要ポイント
・停電作業の徹底
・防護具の着用
・汚染物の適正管理
・専門機関の指示に従う
このように、自社での採取はリスクを伴うため、手順と安全対策を十分に理解したうえで実施することが重要です。
◇調査費用
PCB調査の費用は、検体1個あたり1〜2万円程度が一般的な目安とされています。
ただし、台数や現場条件によって費用が変動するため、事前の確認が重要です。
費用の目安
・1検体あたり:約1〜2万円
・台数や作業条件により増減
注意点(費用が高くなるケース)
・対象機器が多い場合
・高所作業や特殊環境が必要な場合
・処分期限直前で依頼が集中している場合
中には、相場の数倍となる高額見積が提示されるケースも報告されています。
適正価格で依頼するポイント
・複数業者から相見積を取得する
・見積内訳(採取・分析・出張費など)を確認する
・過度に安価・高額な見積は慎重に判断する
補助金の活用
・調査費用の一部が助成対象
・最大40%(上限40万円)の補助が可能
制度を活用することで、コスト負担を抑えながら調査を進めやすくなります。
このように、費用は条件によって大きく変動するため、比較検討と事前準備が重要です。
信頼できる業者を選定し、余裕を持って対応することが適正な調査につながります。
【あわせて読みたい】
▼微量PCBの廃棄には分析が必要!分析可能な業者の調べ方と分析技術
絶縁油がPCB廃棄物の場合の処理方法

絶縁油は、消防法では「第四類・第三石油類」の可燃性液体に分類されます。貯蔵や取扱の容量によって規定され、水溶性の場合は4,000L、非水溶性の場合は2,000Lが指定数量とされています。これを超過する場合は、一般危険物取扱所として扱わなければなりません。
絶縁油を変圧器内部の冷却・絶縁に使用する場合は、電気設備としての扱いとなり、消防法上の危険物としては扱われませんが、消防機関によっては特別な指導があることもあります。絶縁油には有害成分であるPCBが含まれる場合があり、適切な処理が必要です。
不適切な処分は違法行為となり、罰金などの刑罰が科される可能性があります。
◇微量・低濃度PCBの場合

PCB濃度が0.5 ㎎/㎏を超え、5,000 ㎎/㎏以下である機器は低濃度PCB含有廃棄物として扱われます。また紙くずや木くず、繊維くず、汚泥、廃プラスチック類等の可燃性があるものは0.5 ㎎/㎏を超え、100,000 ㎎/㎏以下のものがPCB含有廃棄物として扱われます。
そしてこれらの低濃度PCB含有廃棄物は、認定を受けた処理施設等で処理する必要があります。
微量PCBとは、絶縁油などにごく低濃度で含まれるPCB(ポリ塩化ビフェニル)のことを指します。
主に過去の製造工程や再生油の混入などにより、意図せず混入したケースが該当します。
・微量PCB汚染絶縁油
電気機器やOFケーブルに使用された絶縁油のうち、微量のPCBを含むもの
・微量PCB汚染物
微量PCB汚染絶縁油により汚染された機器や部材
・微量PCB処理物
微量PCB汚染絶縁油や微量PCB汚染物を処分するために処理したもの
微量PCBの処理方法
微量PCBを含む絶縁油は、主に「課電自然循環洗浄法」と「脱塩素化分解・洗浄法」の2つの方法で処理されます。
それぞれ対象機器や処理方法が異なるため、条件に応じた選定が必要です。
課電自然循環洗浄法
変圧器を使用したまま絶縁油を入れ替え、通電によって内部を洗浄する方法です。
■ 対象機器
・銘板絶縁油量2,000L以上の使用中の大型変圧器
■ 洗浄対象部位
・変圧器本体(共油型ブッシング含む)
・LTC、浄油機
・エレファント、感温部、中間室
※初期PCB濃度:0.5〜10mg/kg以下
■ 手順
① 汚染された絶縁油を抜油(電路から外さず実施)
② PCBを含まない新油を充填
③ 通電により絶縁油を循環させる
④ PCB濃度が0.3mg/kg以下で完了(未達の場合は再実施)
通電時の発熱と対流により、内部に残るPCBを徐々に排出する仕組みです。
脱塩素化分解・洗浄法
装置を接続し、絶縁油を循環させながらPCBを分解・除去する方法です。
■ 特徴
・絶縁油の入替不要(感温部を除く)
・PCBを分解しながら洗浄可能
・絶縁油の再生も同時に実施
■ 対象機器
・変圧器本体
・LTC、浄油機
・エレファント、感温部、中間室
■ 適用条件
・PCB濃度:0.5〜60mg/kg以下
■ 手順
① 絶縁油を抜き取り加熱(80〜120℃)
② 脱塩素化装置でPCBを分解
③ 加熱した油を循環(60〜100℃)
④ PCB濃度が基準以下で完了
この方法は、油の交換を行わずに処理できる点が特徴です。
使い分けのポイント
・使用中の大型設備:課電自然循環洗浄法
・油交換を避けたい場合や高濃度対応:脱塩素化分解・洗浄法
このように、設備条件やPCB濃度に応じて適切な処理方法を選定することが重要です。
◇高濃度PCBの場合
PCB濃度が5,000㎎/㎏を超える機器は高濃度PCB含有廃棄物として扱われます。高濃度のPCB廃棄物は、100%政府出資の施設であるJESCOが全国5か所に設置したPCB廃棄物処理施設で処理されます。この施設での処理が必要です。
高濃度のPCB廃棄物は特別な扱いが必要であり、外部の専門施設で処理されることが一般的です。
◇PCB廃棄物に該当しない場合
絶縁油がPCB廃棄物に該当しないことを確認するためには、製造メーカーに問い合わせるか、絶縁油の分析を行いPCB濃度が0.5mg/kg以下であることを確認する必要があります。該当しない場合は、通常の産業廃棄物として処理することができますが、処理業者に書面で提供する情報が必要です。
PCB廃棄物の処分期限

PCB(ポリ塩化ビフェニル)は、かつて絶縁油や電気機器に広く使用されていた化学物質ですが、毒性の高さと環境残留性から、その使用と保管には厳しい法的規制が設けられています。
特に、廃棄物として保管している場合は、国が定めた期限内に確実に処理しなければなりません。
期限を過ぎた保管は原則違法となり、重い罰則が科される可能性があります。高濃度・低濃度の区分ごとに処分期限が異なるため、それぞれの状況を正確に把握し、適切に対応することが求められます。
◇高濃度PCB廃棄物
高濃度PCB廃棄物とは、PCB濃度が0.5%(5,000ppm)を超える廃変圧器や廃コンデンサー、安定器、汚染物などを指します。
これらは法令により処分期限が設定されていましたが、現在はすべての期限が終了しています。
高濃度PCB廃棄物の概要
・PCB濃度:0.5%(5,000ppm)超
・対象:変圧器、コンデンサー、安定器、汚染物など
処分期限(すべて終了)
・四国・九州:平成30年3月31日まで
・中国・関西:令和3年3月31日まで
・中部・関東・北海道:令和6年3月31日まで
発見時の対応
・速やかに自治体へ連絡
・地方環境事務所の指示に従う
・適切な保管・処理手続きを実施
注意点(法的リスク)
・無届・未報告での保管は違法
・最大で3年以下の懲役または1,000万円以下の罰金の可能性
このように、処分期限後に発見された場合でも、速やかな報告と適切な対応が求められます。
正しい手順で対処することが、リスク回避につながります。
◇低濃度PCB廃棄物
低濃度PCB廃棄物とは、PCB濃度が0.5%以下の変圧器やコンデンサー、汚染機器などを指します。
高濃度PCBと異なり、現在も処分が進められている対象です。
低濃度PCB廃棄物の概要
・PCB濃度:0.5%以下
・対象:変圧器、コンデンサー、汚染機器類など
処分期限
・全国一律:令和9年3月31日(2027年3月31日)まで
※延長予定はなく、再設定されない前提とされています
注意点(早期対応が必要な理由)
・期限直前は処理施設の混雑が想定される
・受入制限により処分が困難になる可能性
・計画的な手続きが必要
未対応時のリスク
・行政による措置命令の対象
・命令違反時は懲役や罰金の可能性
対応のポイント
・対象機器か不明な場合は早めに確認
・専門業者や環境事務所へ相談
・処分計画を前倒しで進める
このように、低濃度PCB廃棄物は期限が残されているものの、余裕は多くありません。
早めに対応を進めることが、確実な処理とリスク回避につながります。
絶縁油からPCB廃棄物が発見された事例

近年の調査では、受電設備において絶縁油から低濃度PCBが検出される事例が相次いで報告されています。例えば、事業場内で電力を低圧に変換する作業中に既存の変圧器やコンデンサーを分析したところ、いずれからも低濃度PCBが検出されたケースがあります。
また、長年管理されずに放置されていた古いキュービクルからPCB含有機器が見つかった例や、更新予定の変圧器を廃棄前に分析した結果、低濃度PCBが含まれていた事例も確認されています。
これらの多くは昭和50年代以前に製造された機器であり、適切な分析と処分を怠ると環境汚染や処分期限超過のリスクにつながります。
環境省が公表している事例集でも、古い受電設備や電気室には低濃度PCB廃棄物が残存している可能性が高いと指摘されており、必ず銘板や製造年を確認し、疑わしい場合には分析機関に依頼することが重要です。
【あわせて読みたい】
見つけにくいPCB廃棄物の事例

PCB廃棄物は一見すると存在しないように思われても、実際には思わぬ場所に残存しているケースが少なくありません。特に長年使用されていない電気設備や、建物の暗所・高所・倉庫内といった「見つけにくい場所」では、調査を重ねた後でもPCB使用機器が発見される事例が報告されています。
こうした事例は、徹底した掘り起こし調査や立入調査の重要性を示しており、見落としを防ぐことが適正処理の確実な実行につながります。
◇変圧器・コンデンサー

変圧器やコンデンサーは、工場や事業所に多く設置されていますが、高濃度PCBを含む機器が残っている場合があります。
特に「見つけにくい場所」や「高所」は見落とされやすく、注意が必要です。
見落とされやすい場所の例
・薄暗い倉庫の奥や保管箱の中
・電気室内の資材の裏や物陰
・使われていない設備周辺
・建物の高所や屋外のキュービクル
実際の発見事例
・倉庫内の箱から高濃度PCBコンデンサーを発見
・電気室の資材撤去後に奥から発見
・廃工場の高所設備から発見
・道路沿いの高所キュービクルで確認
いずれも、通常の点検では気づきにくい場所に設置されていた点が共通しています。
調査時のポイント
・暗所や物陰だけでなく高所も確認する
・未使用設備や古い設備も対象に含める
・電気主任技術者と連携して確認する
・自治体の立入調査も活用する
このように、調査範囲を広げて確認することが重要です。
見落としを防ぐことが、PCB廃棄物の適切な処理と環境リスクの低減につながります。
◇安定器
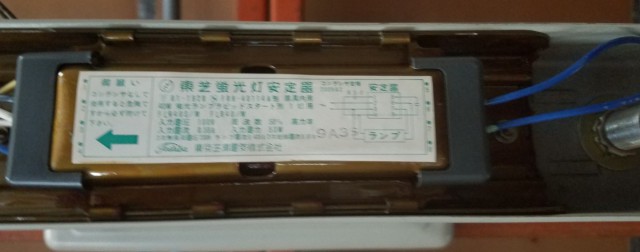
安定器は照明器具の内部に組み込まれていることが多く、天井裏や壁面などに隠れているため、調査で見落とされやすい設備です。
特に古い建物や利用頻度の低い場所では、PCB使用安定器が残置されているケースがあります。
見落とされやすい場所の例
・倉庫や機械室の天井付近
・天井裏や照明器具の内部
・建物の骨組みやアーケード上部
・資材置き場や小部屋
実際の発見事例
・倉庫の天井角部の照明器具からPCB安定器を確認
・使用頻度の低い機械室の蛍光灯から発見
・商店街アーケードの天井骨組みから発見
・資材置き場の照明器具からPCB機器を確認
いずれも、日常点検では意識されにくい場所に設置されていた点が共通しています。
調査時のポイント
・照明器具の内部まで確認する
・天井裏や高所設備も対象に含める
・古い建物(特に昭和40年代以前)を重点的に確認
・「保有なし」とされた施設も再調査する
このように、安定器は目視しにくい場所に設置されているため、調査範囲を広げて確認することが重要です。
見落としを防ぐことが、PCB廃棄物の適切な処理とリスク低減につながります。
PCB廃棄物の調査・処理で使える助成制度

PCB廃棄物の調査や処理には大きな費用がかかりますが、その負担を軽減できる助成制度が整備されています。国の制度を活用することで、環境リスクを抑えながら、期限内に適正な処理を進めることが可能です。こちらでは、低濃度PCB廃棄物に関する主な助成制度の内容を紹介します。
◇低濃度PCB廃棄物の処理等に係る助成制度
中小企業者等を対象に、処理にかかる費用の一部を国が助成する制度です。申請の窓口は公益財団法人産業廃棄物処理事業振興財団で、令和7年4月1日から受付が開始されています。
助成の対象となるのは、分析費(試料採取費を含む)、収集・運搬費(漏えい防止措置を含む)、処分費など、PCB廃棄物の処理に直接必要な経費です。助成額はこれらの費用の2分の1(消費税を除く)が補助される仕組みであり、期限内に確実に処分を進めるための大きな後押しとなります。
助成対象者は、業種ごとに定められた資本金や従業員数の基準を満たす中小企業、個人事業主、中小企業団体等に加え、一定規模以下の医療法人・学校法人・社会福祉法人なども含まれます。
さらに、解散した事業者からPCB廃棄物を引き継いだ個人や、破産管財人なども対象となる場合があります。こうした幅広い対象設定により、多くの事業者が助成を活用できるよう配慮されています。
◇分析費の助成
低濃度PCB廃棄物の処理においては、まず対象機器がPCBに汚染されているかどうかを確認するための分析が必要です。この際にかかる試料採取や分析費用の一部について、助成制度が設けられています。
対象となるのは、高濃度PCB機器や安定器を除いた電気機器の絶縁油を調べるための分析で、環境省が定める検定方法やガイドラインに基づいたものに限られます。
助成金額は経費の2分の1で、1検体あたり最大1万円が上限となります。これにより事業者の費用負担を軽減し、確実な調査を促進することが制度の目的です。
◇処理費の助成

低濃度PCB廃棄物の処理には、収集・運搬から漏えい防止、最終処分に至るまで多くの工程と費用が伴います。その負担を軽減するために、処理費用に対する助成制度が用意されています。助成対象となるのは次の通りです。
1. 収集・運搬(積込み・積下ろしを含む)に要する経費
2. 漏えい防止措置に要する経費
3. 処分に要する経費です。
助成額は原則として対象経費の2分の1であり、収集・運搬については機器1台あたり最大192,500円、小型機器・ドラム缶で75,000円、ペール缶で73,500円が上限となります。また、漏えい防止措置には1台あたり50,000円が適用されます。
処分費用については、変圧器やコンデンサーなどの電気機器は1,000円/kg、廃油は200円/kg、汚染物は900円/kgの標準単価を基準とし、申請額と比較して低い方の金額の2分の1が助成されます。
この制度を活用することで、事業者はコストを抑えながら、安全で適正な処理を着実に進めることが可能となります。
【あわせて読みたい】
PCB産業廃棄物でおすすめの処理業者3選
PCB廃棄物の処理は、期限が法律で定められているうえに高度な専門性を必要とするため、信頼できる業者選びが欠かせません。こちらでは、実績・技術力・安全管理の観点から特に評価の高い処理業者を3社紹介します。
◇丸両自動車運送株式会社

丸両自動車運送株式会社は、静岡県静岡市清水区に本社を構える産業廃棄物処理・運搬の老舗企業で、創業から間もなく100周年を迎える歴史ある会社です。
もともとは運送業として物流を担ってきましたが、時代の要請に応じて産業廃棄物処理分野へ事業を拡大し、循環型社会の構築に大きく貢献してきました。特にPCB廃棄物処理において豊富な実績を持ち、全国45都府県で収集運搬の許可を取得して幅広いニーズに対応できる体制を整えています。
同社の強みは「丸両におまかせください!」というスローガンに集約されています。PCB廃棄物の収集・運搬に加えて、煩雑な書類作成や届出の代行までワンストップで支援。さらに3,000件以上のPCB処理実績を誇り、専用講習を修了した作業従事者のみが業務を担当することで、安全性と信頼性を確保しています。
| 会社名 | 丸両自動車運送株式会社 |
| 所在地 | 〒424-0036 静岡県静岡市清水区横砂西町10-6 |
| 電話番号 | 054-366-1312 |
| 公式ホームページ | https://www.maruryou.jp/ |
輸送にはJESCO基準に適合した専用容器を使用し、GPSで運搬経路をリアルタイムに監視。万一の事故にも最大10億円規模の保険で備えており、依頼者が安心して任せられる環境を整備しています。まさに「PCB処理なら全て丸両に」という体制で、中小企業や自治体から高い信頼を得ています。
・蛍光灯安定器の処理事例
丸両自動車運送が携わった静岡県内工場での蛍光灯安定器処理事例は、同社の技術力を示す代表的な例です。約30万本以上の安定器仕分け実績を持つ同社は、この現場で外付けコンデンサータイプの安定器を発見しました。
このタイプは露出したコンデンサー部分のみが高濃度PCBとして処理対象となるため、丸両では安定器を分解し、コンデンサー部分を高濃度PCBとして適正処理。本体部分は別途分析の上、低濃度PCBとして処理しました。
その結果、処分費用を大幅に削減でき、依頼者にとって経済的なメリットが生まれました。重量換算では本体2.8kgのうち0.3kgのみを高濃度として扱い、残り2.5kgを低濃度処理としたため、処分単価を抑えることができたのです。
このように「必要な部分を見極めて的確に処理する」技術力こそが、丸両が選ばれる大きな理由です。
丸両自動車運送株式会社の口コミ評判記事はこちら!
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
◇株式会社ダイセキ環境ソリューション

株式会社ダイセキ環境ソリューションは、愛知県名古屋市に本社を構え、土壌汚染調査や環境対策を中心に幅広い事業を展開する環境ソリューション企業です。
その中でもPCB廃棄物事業は、工場閉鎖や破産物件に伴う土地調査などを契機に数多くの相談を受けてきた分野であり、調査から処理まで一貫したサポート体制を整えています。
同社が提供するサービスは多岐にわたり、変圧器やコンデンサーといった機器の調査・分析をはじめ、行政への届出書類作成や特殊ケースでの相談対応など、事業者が直面しやすい課題を包括的に支援しています。
また、屋上や地下からの機器引き出し作業にも対応し、現場ごとの状況に応じた柔軟な解決策を提示できる点も強みです。
| 会社名 | 株式会社ダイセキ環境ソリューション |
| 所在地 | 〒467-0852 愛知県名古屋市瑞穂区明前町8-18 |
| 電話番号 | 052-819-5310 |
| 公式ホームページ | https://www.daiseki-eco.co.jp/ |
さらに、愛知県弥富市に設置された名古屋トランシップセンターでは、低濃度PCB廃棄物を効率的に収集・一時保管し、抜油や処分施設への輸送を行う仕組みを構築。少量のPCB廃棄物を相積みによりまとめて輸送することで運搬コストを削減できる点は、事業者にとって大きな利点です。
加えて、PCB不含機器の回収や大型機器の解体にも対応し、金属スクラップや絶縁油の再資源化まで行うことで、持続可能な循環型社会の実現に貢献しています。
株式会社ダイセキ環境ソリューションの口コミ評判記事はこちら!
◇トーテツ興運株式会社

トーテツ興運株式会社は、栃木県小山市に本社を置き、東京鉄鋼グループの一員として物流・産業廃棄物処理を担う総合企業です。PCB廃棄物の収集・運搬・処分に関しても特別管理産業廃棄物処理業の許可を取得し、法令に基づく安心・安全な対応を提供しています。
PCBは耐熱性や絶縁性の高さから広く利用されましたが、現在は特別管理産業廃棄物に指定され、期限内の適正処理が求められています。同社はそのニーズに応えるべく、ワンストップでサービスを展開しています。
同社のサービスの特長は大きく3点あります。第一に、収集・運搬・処分に加え、搬出・分解・抜油・漏洩機器の補修など付帯作業まで一括対応できる点。第二に、関東・東北を中心に収集運搬エリアを展開し、今後もニーズに応じて許可エリアを拡大していく柔軟性。第三に、小型車から大型トレーラーまで幅広い車両を備え、現場に応じた機動的な対応が可能である点です。
| 会社名 | トーテツ興運株式会社 |
| 所在地 | 〒323-0813 栃木県小山市横倉590-2 |
| 電話番号 | 0285-27-4422 |
| 公式ホームページ | https://totetsukoun.co.jp/ |
また、安全への取り組みにも力を入れており、乗務前後の点呼や法定点検、アルコールチェックに加え、リスクアセスメントを徹底。さらに、社内安全セミナーや外部研修を積極的に取り入れ、社員全員が高い安全意識を維持しています。
その成果として「安全性優良事業所(Gマーク)」の認定や「ISO14001」など数多くの環境・安全認証を取得。環境負荷の低減や3R活動にも積極的に取り組んでいます。
こちらも併せてご覧ください。
まとめ
絶縁油は電気機器の絶縁や発生した熱の冷却に用いられ、変圧器や回路遮断器、コンデンサーなどの様々な電気機器に広く採用されています。長期間の使用により絶縁油は劣化し、その結果絶縁性や冷却効果が低下します。そのため定期的な交換が必要であり、絶縁油のメンテナンスは電気機器の安全性や信頼性を保つために重要です。
PCB廃棄物として処理が必要な絶縁油の基準は、PCB濃度が0.5㎎/㎏以下であるかどうかです。PCB濃度がこの基準を超える場合、絶縁油は特別な処理が必要なPCB廃棄物と見なされます。絶縁油がPCB廃棄物かどうかを判断するには、電気機器の製造年や採取した絶縁油のPCB濃度を測定することが一般的です。
絶縁油の適切な管理と処理は、環境への影響を最小限に抑えるだけでなく、法規制や安全基準に適合するためにも重要です。安全かつ効果的な絶縁油の管理には、定期的なメンテナンスと交換、PCB濃度の測定と適切な処理が含まれます。これらの手順を遵守することで、電気機器の寿命を延ばし、安全性を確保することができます。
この記事を読んでいる人におすすめ